Compared to powder welding and manual welding rods/welding bars, cobalt-based alloy electrode cores offer five key advantages: high efficiency, stable metallurgical bonding, full-position automation capability, low dilution rate with consistent performance, and high utilization rate, while overcoming the shortcomings of powder welding—such as weak bonding, numerous pores, low electrode efficiency, and significant quality variability.
I. Comparison of Advantages of Cobalt-Based Alloy Powder (Plasma/Laser/Spray-Coated) Core Welding Wires
1. The metallurgical bonding exhibits high strength without delamination;
wire welding achieves complete metallurgical fusion with a bonding strength of ≥400 MPa, demonstrating excellent impact resistance and anti-delamination properties. In contrast, powder-based bonding typically involves mechanical or semi-metallic adhesion, resulting in lower bonding strength, increased susceptibility to cracking and fragment detachment, particularly under impact conditions.
2. The dilution rate is low and controllable, with stable performance.
The wire electrode dilution rate can be consistently maintained between 5–15%, ensuring consistent alloy composition and controllable hardness (HRC 50–67); in contrast, the powder dilution rate exhibits significant variation (10–30%) and may lead to reduced hardness/wear resistance due to matrix dilution.

3. Free of pores/oxide inclusions with excellent density;
adequate welding protection (gas shielded or self-shielded) ensures a dense, pore-free deposit layer with enhanced corrosion and wear resistance; powder coating is prone to air entrainment, exhibiting high porosity, significantly reduced corrosion resistance, and shortened fatigue life.
4. Full-position welding without limitations of flat welding;
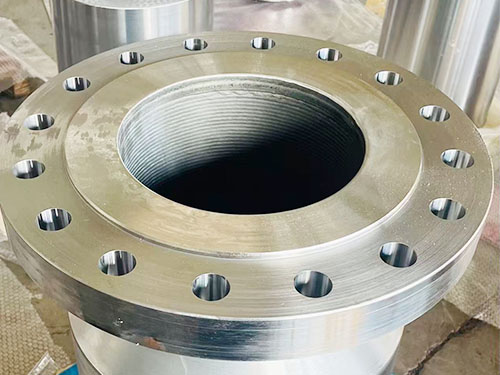
the welding wire enables automated overlay welding in all positions including vertical, horizontal, and on pipe inner walls; powder welding is only suitable for flat welding and cannot be applied to complex cavities or internal chambers (e.g., valve inner holes).
5. The welding wire offers high deposition efficiency at lower costs:
its deposition rate ranges from 8–12 kg/h, which is 2–3 times that of powder; the powder feeding rate is 3–5 kg/h, with a powder utilization rate of only 60–70% (due to fly ash waste), while the welding wire utilization rate reaches ≥95%.
6. The equipment is simple and highly adaptable to field conditions.
The welding wire can be paired with conventional gas shielded arc welding or submerged arc welding machines; self-shielding welding wire is suitable for outdoor or high-wind environments. Powder metal deposition requires specialized plasma or laser equipment, which entails higher costs and stringent environmental cleanliness requirements.
II. Comparison of Cobalt-based Manual Welding Rods/Welding Bars
1.The welding deposition efficiency is doubled, significantly reducing labor costs.
The wire electrode deposition efficiency ranges from 8 to 12 kg/h, which is 3–4 times that of the welding rod (2–3 kg/h). Frequent electrode replacement is eliminated, enabling extended continuous operation and further lowering labor expenses.
2.Exhibits excellent quality consistency without manual variability.
Welding wire parameters (current/voltage/wire feed rate) can be standardized and locked, enabling robotic/semi-automatic welding with consistent weld composition, hardness, and formation height. In contrast, electrode selection relies on the welder's technique, resulting in significant quality fluctuations, low pass rates, and poor electrode utilization efficiency.
3.Welding without spatter and aesthetically pleasing shape.
Optimized electrode core formula ensures no spatter and smooth, flat weld surfaces; traditional electrodes produce significant spatter, require cumbersome slag removal, result in rough shapes, and necessitate extensive grinding and finishing.
4.Full-position welding enables easy operation on complex parts.
The welding wire can be used for vertical-down or overhead welding, allowing automated overlay welding of complex components such as pipelines, valves, and rollers; whereas overhead or vertical welding with electrodes is challenging, requires high labor intensity, and results in low qualification rates.
5.The alloy composition is stable with controllable properties.
The flux core of the welding wire exhibits uniform composition with precise C/Co/Cr/W ratios and consistent hardness ranging from HRC 55 to 60; in contrast, the flux coating of the welding rod is prone to moisture absorption and compositional segregation, resulting in inter-batch hardness variations of ±5 HRC and unstable wear resistance.
6.This long-life continuous welding process is suitable for large-area applications.
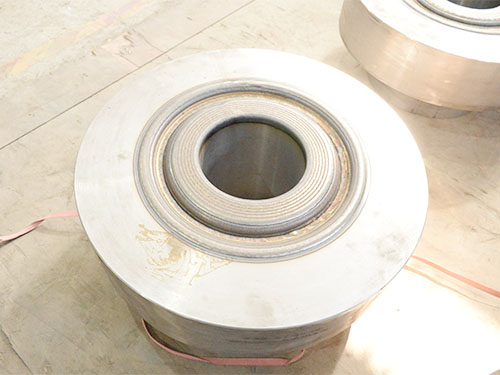
The welding wire is disc-shaped (15 kg per disc) and can be used for continuous welding for several hours, making it ideal for roller surfaces, grinding wheel discs, large valve sealing surfaces, and other extensive application scenarios. The welding electrode is short (400 mm), requiring frequent replacement, which results in low efficiency and numerous joints.
Advantages of Cobalt-based, Nickel-based & Tungsten Carbide Flux-cored Welding Wires
Cobalt-based core welding wire outperforms both powder-based and manual electrodes in efficiency, quality, automation capability, bonding strength, and overall cost, making it the preferred solution for large-area, long-life overlay welding under complex operating conditions.